客服热线
19833884444
网站首页
关于我们
产品展示
返回
玻璃钢储罐
玻璃钢管道
玻璃钢管件
玻璃钢塔器
玻璃钢格栅
污水池盖板
玻璃钢泵站
玻璃钢化粪池
生物除臭箱
玻璃钢储罐
玻璃钢管道
玻璃钢塔器
玻璃钢格栅
工程案例
联系我们
网站首页
关于我们
产品展示
返回
玻璃钢储罐
玻璃钢管道
玻璃钢管件
玻璃钢塔器
玻璃钢格栅
污水池盖板
玻璃钢泵站
玻璃钢化粪池
生物除臭箱
玻璃钢储罐
玻璃钢管道
玻璃钢塔器
玻璃钢格栅
工程案例
联系我们
产品展示
玻璃钢储罐
玻璃钢管道
玻璃钢管件
玻璃钢塔器
玻璃钢格栅
污水池盖板
玻璃钢泵站
玻璃钢化粪池
生物除臭箱
玻璃钢工艺管道
产品展示
>
玻璃钢管道
>
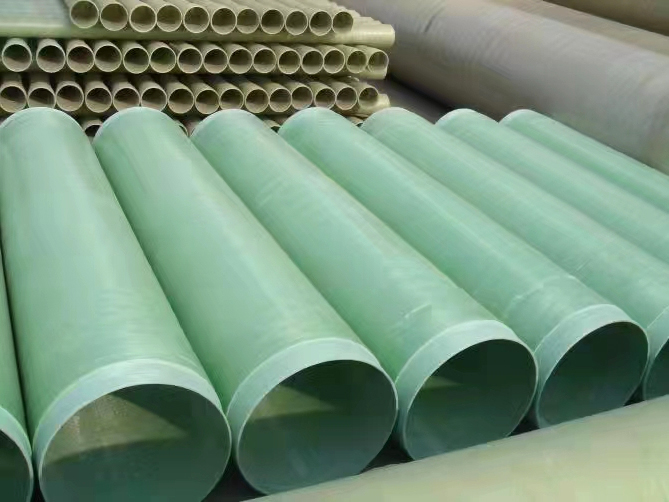
玻璃钢工艺管道
1
2
3
4
玻璃钢工艺管道
上一个:
玻璃钢电缆管道
下一个:
玻璃钢夹砂管道